










Kuidas PCBA nähtamatud defektid selgelt tuvastada?
Röntgenülevaatuse standardid
1. BGA jooteühendustel puudub nihe:
Otsustuskriteeriumid: vastuvõetav, kui nihe on väiksem kui pool jootepadja ümbermõõdust; Kui nihe on suurem või võrdne poolega jootepadja ümbermõõdust, lükatakse see tagasi.
2. BGA jooteühendustel puudub lühis:
Hindamiskriteeriumid: Kui jootekohtade vahel puudub tinaühendus, on see vastuvõetav; Kui jooteühenduste vahel on jooteühendus, tuleb see tagasi lükata.
3. tühimiketa BGA jooteühendused:
Otsustuskriteeriumid: lubatud on tühimik alla 20% jootekoha kogupinnast; Kui tühimik on suurem kui 20% jootekoha kogupindalast või sellega võrdne, lükatakse see tagasi.
4. BGA jooteühendustes pole tina puudust:
Hindamiskriteeriumid: Aktsepteeritav, kui kõik tinakuulid on täis, ühtlase ja ühtlase suurusega; Kui tinakuuli suurus on teiste ümbritsevate tinakuulidega võrreldes oluliselt väiksem, tuleks see tagasi lükata.
5. Mõne toote QFP/QFN-klassi kiipide maanduspadja E-PAD kontrollistandard on see, et tina pindala peab olema suurem kui 60% kogupinnast (neli kokku sulatatud võre viitavad heale jootmisele) ja proovivõtu suhe. on 20%.
1. Testi eesmärk: PCBA plaadid BGA/LGA ja maanduspadja komponentidega;
2. Testimise sagedus:
① Pärast ümberkujundamist kinnitavad tehnilised töötajad, kas esimesel jootepastplaadil ja BGA-pinnakinnitusel on kõrvalekaldeid, ning jätkavad seejärel kambri läbimist pärast seda, kui on veendunud, et probleeme pole;
② Tehniline personal kinnitab, kas esimese jootepasta BGA-jootmisega on pärast kambri läbimist probleeme, ja seejärel panevad selle tootmisse, kui probleeme pole;
③ Tavalise tootmise ajal vastutavad testimise eest määratud töötajad ja kui tellimusi on ≤ 100 tk, tuleb 100% täielikult testida; 101–1000 tk proovide võtmiseks 30%, tellimuste puhul, mis on suuremad kui 1001 tk, võetakse proovid 20%;
④ Tavalise tootmisprotsessi ajal teeb IPQC proovivõtukatseid 2 suurel tükil tunnis;
⑤ Tooted peaksid olema 100% täielikult testitud ja fotod peaksid olema 100% salvestatud.
3. Kui esineb defekte, tuleb fotod salvestada ning testitava toote BOM-mudel, vöötkoodi seerianumber ja testitulemused registreerida röntgenitesti registreerimise vormi. Lisage QFP ja QFN maanduspatjade jootepildid ja salvestage 100% fotodest.
4. Kui testimise käigus ilmnevad defektid, tuleb neist viivitamatult teatada ülemusele ja protsessiinsenerile kinnituse saamiseks.
Tööstusliku röntgeni intelligentse kontrolli ekspert
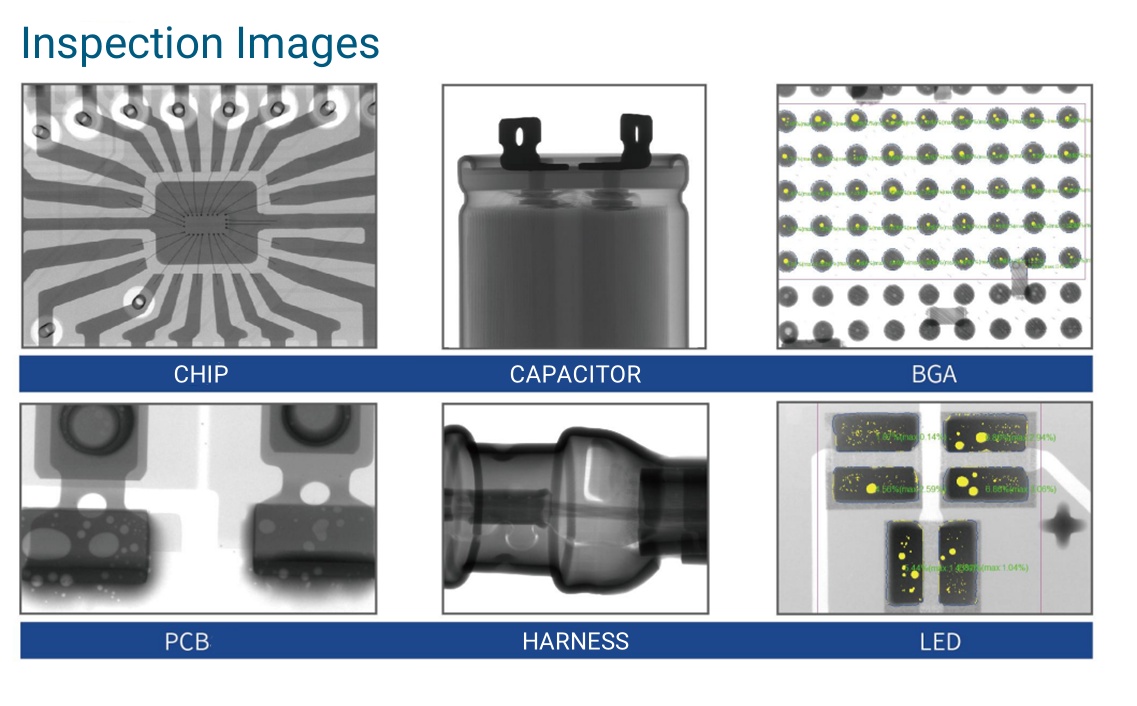
Röntgeniseadmete süsteem koosneb põhiliselt seitsmest osast: mikrofookusega röntgeniallikast, pildiseadmest, arvuti pilditöötlussüsteemist, mehaanilisest süsteemist, elektrilisest juhtimissüsteemist, ohutuskaitsesüsteemist ja hoiatussüsteemist. See integreerib mittepurustava testimise, arvutitarkvara tehnoloogia, kujutiste hankimise ja töötlemise tehnoloogia ning mehaanilise ülekandetehnoloogia, hõlmates nelja peamist optilise, mehaanilise, elektrilise ja digitaalse pilditöötluse tehnilist valdkonda. Erinevate materjalide röntgenkiirte neeldumiserinevuste kaudu pildistatakse objekti sisemist struktuuri ja tehakse sisemiste defektide tuvastamine. Toote tuvastamise pilti saab jälgida reaalajas, et teha kindlaks, kas toote sees on defekte, defektitüüpe ja tööstusharu standardtasemeid. Samal ajal kasutatakse arvuti pilditöötlussüsteemi piltide salvestamiseks ja töötlemiseks, et parandada pildi selgust ja tagada hindamise täpsus. See suudab automaatselt mõõta mullid pakendatud elektroonilistel komponentidel, nagu BGA ja QFN, ning toetab geomeetrilisi mõõtmisi, nagu kaugus, nurk, läbimõõt ja hulknurk. Sellega saab hõlpsasti tuvastada mitmepunktilise positsioneerimise, võimaldades toodetel tehasest lahkuda ilma defektideta.