










Kuinka tunnistaa PCBA:n näkymättömät viat selvästi?
Röntgentarkastusstandardit
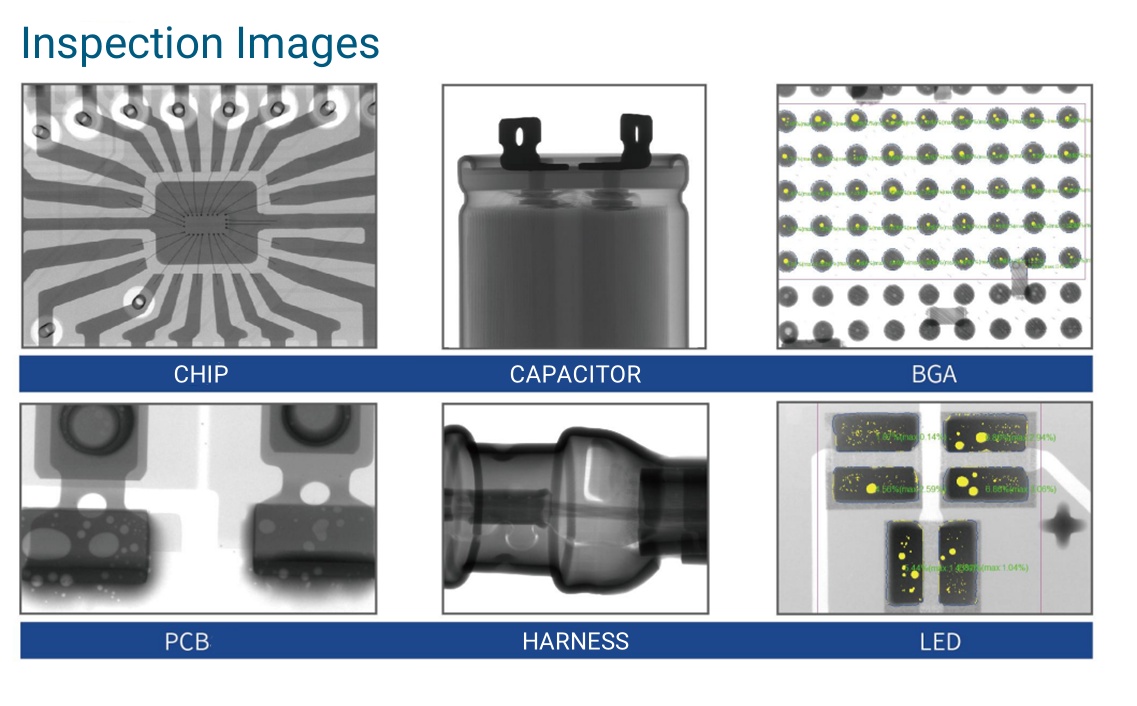
1. BGA-juoteliitoksissa ei ole siirtymää:
Arviointikriteerit: hyväksyttävä, kun siirtymä on alle puolet juotosalustan kehästä; Kun siirtymä on suurempi tai yhtä suuri kuin puolet juotostyynyn kehästä, se hylätään.
2. BGA-juoteliitoksissa ei ole oikosulkua:
Arviointiperusteet: Jos juotosliitosten välillä ei ole tinaliitosta, se on hyväksyttävä; Jos juotosliitosten välillä on juotosliitäntä, se hylätään.
3. BGA-juoteliitokset ilman tyhjiä tiloja:
Arviointikriteerit: Tyhjä alue alle 20 % juotosliitoksen kokonaispinta-alasta on hyväksyttävä; Jos tyhjä pinta-ala on suurempi tai yhtä suuri kuin 20 % juotosliitoksen kokonaispinta-alasta, se hylätään.
4. BGA-juoteliitoksissa ei ole pulaa tinasta:
Arviointikriteerit: Hyväksytään, kun kaikki tinapallot ovat täydellisiä, yhtenäisiä ja yhtenäisiä; Jos tinapallon koko on huomattavasti pienempi verrattuna muihin ympärillä oleviin tinapalloihin, se tulee hylätä.
5. Joidenkin tuotteiden QFP/QFN-luokan sirujen maadoitusalustan E-PAD:n tarkastusstandardi on, että tina-alan on oltava yli 60 % kokonaispinta-alasta (neljä ristikkoa yhteen sulautettuna ilmaisee hyvää juottamista) ja näytteenottosuhde. on 20 %.
1. Testin tavoite: PCBA-levyt BGA/LGA- ja maadoituslevykomponenteilla;
2. Testitaajuus:
① Muutoksen jälkeen tekninen henkilökunta vahvistaa, onko ensimmäisessä juotospastalevyssä ja BGA-pinta-asenteessa poikkeamia, ja jatkaa sitten kammion läpikulkua sen jälkeen, kun on varmistettu, että ongelmia ei ole;
② Tekninen henkilökunta vahvistaa, onko ensimmäisen juotoslevyn BGA-juottamisessa ongelmia kammion läpi kulkemisen jälkeen, ja ottaa sen sitten tuotantoon, jos ongelmia ei ole;
③ Normaalin tuotannon aikana nimetty henkilöstö on vastuussa testaamisesta, ja jos tilaukset ovat ≤ 100 kpl, 100% testataan kokonaan; 101-1000 kpl näyte 30%, tilaukset yli 1001 kpl näyte 20%;
④ Normaalin tuotantoprosessin aikana IPQC suorittaa näytteenottotestejä kahdelle suurelle kappaleelle tunnissa;
⑤ Tuotteiden tulee olla 100 % täysin testattuja ja valokuvien tulee olla 100 % tallennettuina.
3. Jos vikoja löytyy, valokuvat on tallennettava ja testatun tuotteen materiaalimalli, viivakoodin sarjanumero ja testitulokset kirjattava röntgentestitietolomakkeeseen. Lisää juotoskuvia QFP- ja QFN-maadoituslevyistä ja säästä 100 % valokuvista.
4. Jos testauksen aikana havaitaan vikoja, niistä tulee välittömästi ilmoittaa esimiehelle ja prosessiinsinöörille vahvistusta varten.
Teollisuuden röntgenin älykäs tarkastusasiantuntija
Röntgenlaitteiston järjestelmä koostuu pääosin seitsemästä osasta: mikrofokusoiva röntgenlähde, kuvantamisyksikkö, tietokonekuvankäsittelyjärjestelmä, mekaaninen järjestelmä, sähköinen ohjausjärjestelmä, turvasuojajärjestelmä ja varoitusjärjestelmä. Se integroi tuhoamattoman testauksen, tietokoneohjelmistotekniikan, kuvanhankinta- ja -käsittelyteknologian sekä mekaanisen siirtotekniikan ja kattaa neljä pääasiallista optisen, mekaanisen, sähköisen ja digitaalisen kuvankäsittelyn teknistä alaa. Eri materiaalien röntgensäteiden absorptioerojen kautta kuvataan kohteen sisäinen rakenne ja suoritetaan sisäisten vikojen havaitseminen. Tuotteen tunnistuskuvaa voidaan tarkkailla reaaliajassa, jotta voidaan määrittää, onko tuotteessa vikoja, vikatyyppejä ja alan standarditasoja. Samaan aikaan tietokoneen kuvankäsittelyjärjestelmää käytetään kuvien tallentamiseen ja käsittelyyn kuvan selkeyden parantamiseksi ja arvioinnin tarkkuuden varmistamiseksi. Se voi mitata automaattisesti kuplia pakatuissa elektronisissa komponenteissa, kuten BGA ja QFN, ja tukee geometrisia mittauksia, kuten etäisyys, kulma, halkaisija ja monikulmio. Se voi helposti saavuttaa monipistepaikannustunnistuksen, jolloin tuotteet voivat lähteä tehtaalta ilman vikoja.