










Hvordan identifisere de usynlige defektene til PCBA tydelig?
Standarder for røntgeninspeksjon
1. BGA-loddeskjøter har ingen forskyvning:
Vurderingskriterier: akseptabelt når forskyvningen er mindre enn halvparten av omkretsen av loddeputen; Når forskyvningen er større enn eller lik halvparten av omkretsen av loddeputen, skal den avvises.
2. BGA-loddeforbindelser har ingen kortslutning:
Vurderingskriterier: Hvis det ikke er tinnforbindelse mellom loddeforbindelsene, er det akseptabelt; Når det er loddeforbindelse mellom loddeskjøter, skal det avvises.
3. BGA loddeforbindelser uten hulrom:
Vurderingskriterier: Et tomromsområde mindre enn 20 % av det totale arealet av loddeforbindelsen er akseptabelt; Dersom tomrommet er større enn eller lik 20 % av det totale arealet av loddeskjøten, skal det avvises.
4. Ingen mangel på tinn i BGA-loddeskjøter:
Vurderingskriterier: Aksepterer når alle tinnkuler viser fulle, jevne og konsistente størrelser; Hvis størrelsen på blikkkulen er betydelig mindre sammenlignet med andre blikkkuler rundt den, bør den avvises.
5. Inspeksjonsstandarden for jordingsputen E-PAD til chips i QFP/QFN-klassen for noen produkter er at tinnarealet må være større enn 60 % av det totale arealet (fire rutenett smeltet sammen indikerer god lodding), og prøvetakingsforholdet er 20 %.
1. Testmål: PCBA-kort med BGA/LGA og jordingsputekomponenter;
2. Testfrekvens:
① Etter transformasjonen bekrefter teknisk personell om det første loddepastabrettet og BGA-overflatefestet har noen avviksfeil, og fortsetter deretter med å passere gjennom kammeret etter å ha bekreftet at det ikke er noen problemer;
② Teknisk personell bekrefter om det er noen problemer med BGA-loddingen til det første loddepastabrettet etter å ha passert gjennom kammeret, og setter det deretter i produksjon hvis det ikke er noen problemer;
③ Under normal produksjon er utpekt personell ansvarlig for testing, og hvis bestillinger på ≤ 100 stk, skal 100 % testes fullstendig; 101-1000 stk skal prøves for 30%, bestillinger større enn 1001 stk skal prøves for 20%;
④ Under den normale produksjonsprosessen utfører IPQC prøvetakingstester på 2 store stykker per time;
⑤ Produktene skal være 100 % ferdig testet og bildene skal være 100 % lagret.
3. Hvis det er noen defekter, bør bildene lagres, og stykklistemodellen, strekkodens serienummer og testresultatene for det testede produktet skal registreres i røntgentestskjemaet. Legg til loddebilder av QFP og QFN jordingsputer, og spar 100 % av bildene.
4. Hvis det er noen feil under testing, bør de umiddelbart rapporteres til overordnet og prosessingeniøren for bekreftelse.
Industriell røntgen intelligent inspeksjonsekspert
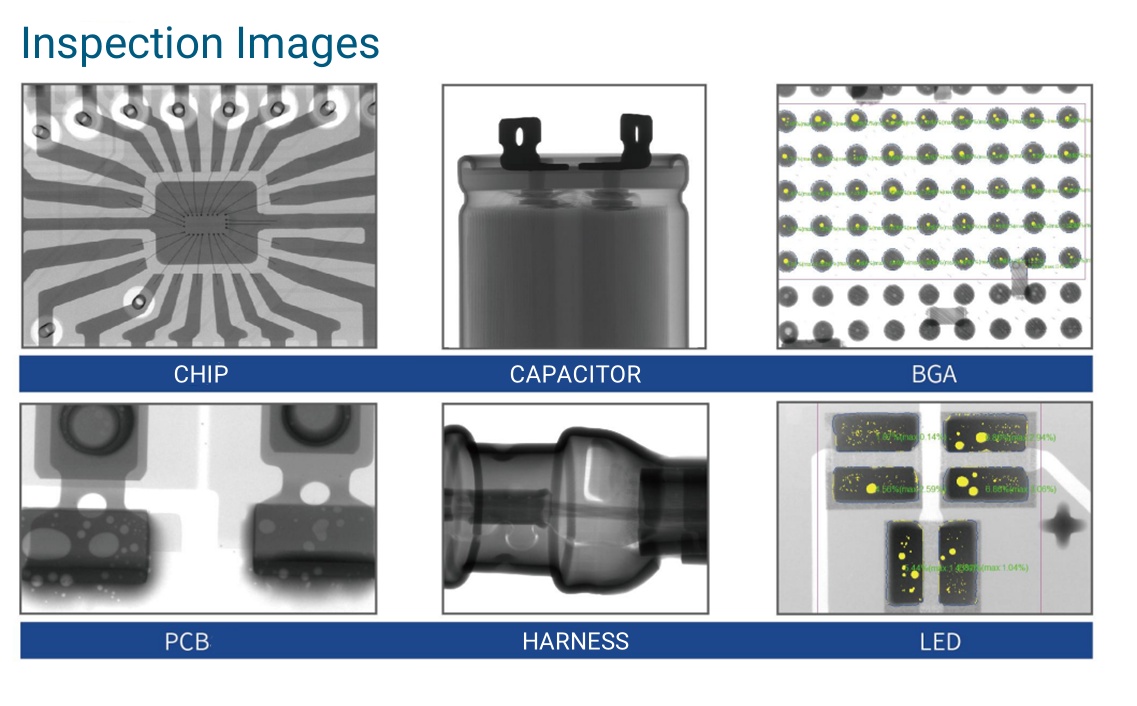
Systemet med røntgenutstyr består hovedsakelig av syv deler: mikrofokus røntgenkilde, bildebehandlingsenhet, databehandlingssystem, mekanisk system, elektrisk kontrollsystem, sikkerhetsbeskyttelsessystem og varslingssystem. Den integrerer ikke-destruktiv testing, dataprogramvareteknologi, bildeinnsamlings- og prosesseringsteknologi og mekanisk overføringsteknologi, og dekker fire store tekniske felt innen optisk, mekanisk, elektrisk og digital bildebehandling. Gjennom absorpsjonsforskjellene til røntgenstråler av forskjellige materialer, avbildes objektets indre struktur og intern defektdeteksjon utføres. Deteksjonsbildet av produktet kan observeres i sanntid for å fastslå om det er defekter, defekttyper og industristandardnivåer inne i produktet. Samtidig brukes datamaskinens bildebehandlingssystem til å lagre og behandle bilder for å forbedre bildets klarhet og sikre nøyaktigheten av evalueringen. Den kan automatisk måle bobler på pakkede elektroniske komponenter som BGA og QFN, og støtter geometriske målinger som avstand, vinkel, diameter og polygon. Det kan enkelt oppnå flerpunkts posisjoneringsdeteksjon, slik at produkter kan forlate fabrikken med null defekter.