










Jak wyraźnie zidentyfikować niewidoczne wady PCBA?
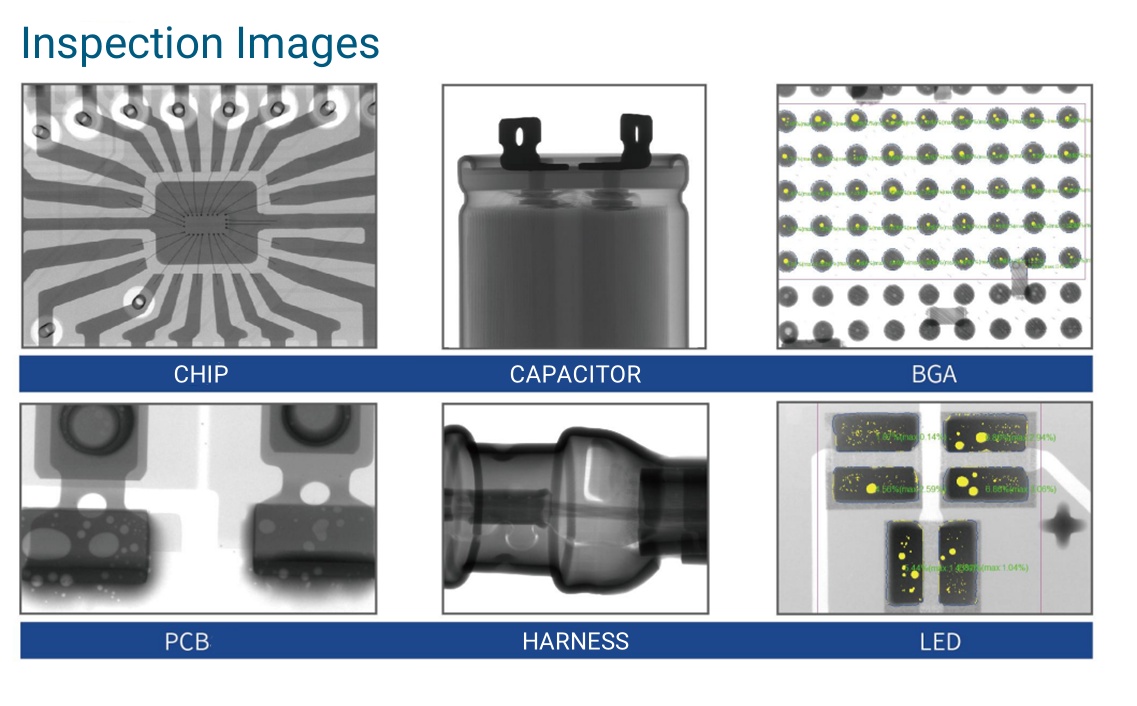
Standardy kontroli rentgenowskiej
1. Złącza lutowane BGA nie mają offsetu:
Kryteria oceny: dopuszczalne, gdy przesunięcie jest mniejsze niż połowa obwodu pola lutowniczego; Jeżeli przesunięcie jest większe lub równe połowie obwodu pola lutowniczego, należy je odrzucić.
2. Złącza lutowane BGA nie mają zwarć:
Kryteria oceny: Jeżeli pomiędzy złączami lutowanymi nie ma połączenia cyną, jest to dopuszczalne; Jeżeli pomiędzy złączami lutowanymi występuje połączenie lutowane, należy je odrzucić.
3. Złącza lutowane BGA bez pustych przestrzeni:
Kryteria oceny: Dopuszczalna jest pusta powierzchnia mniejsza niż 20% całkowitej powierzchni złącza lutowanego; Jeżeli pusta powierzchnia jest większa lub równa 20% całkowitej powierzchni złącza lutowanego, należy ją odrzucić.
4. Nie brakuje cyny w złączach lutowniczych BGA:
Kryteria oceny: Dopuszczalne, gdy wszystkie blaszane kulki mają pełne, jednolite i spójne rozmiary; Jeśli rozmiar blaszanej kulki jest znacznie mniejszy w porównaniu do innych kulek blaszanych wokół niej, należy ją odrzucić.
5. Norma kontroli płytki uziemiającej E-PAD chipów klasy QFP/QFN dla niektórych produktów jest taka, że powierzchnia cyny musi przekraczać 60% całkowitej powierzchni (cztery połączone ze sobą siatki wskazują na dobre lutowanie), a współczynnik próbkowania wynosi 20%.
1. Cel testu: płytki PCBA z elementami BGA/LGA i podkładką uziemiającą;
2. Częstotliwość testu:
① Po transformacji personel techniczny potwierdza, czy pierwsza płytka pasty lutowniczej i montaż powierzchniowy BGA mają jakiekolwiek wady odchyleniowe, a następnie po upewnieniu się, że nie ma żadnych problemów, przystępuje do przejścia przez komorę;
② Personel techniczny potwierdza, czy po przejściu przez komorę występują problemy z lutowaniem BGA pierwszej płytki pasty lutowniczej, a następnie, jeśli nie ma problemów, wprowadza ją do produkcji;
③ Podczas normalnej produkcji wyznaczony personel jest odpowiedzialny za testowanie, a w przypadku zamówień ≤ 100 sztuk, 100% do pełnego przetestowania; 101-1000 sztuk do pobrania w celu uzyskania próbki 30%, zamówienia większe niż 1001 sztuk do pobrania w przypadku 20%;
④ Podczas normalnego procesu produkcyjnego IPQC przeprowadza badania próbek na 2 dużych kawałkach na godzinę;
⑤ Produkty powinny być w 100% w pełni przetestowane, a zdjęcia powinny być w 100% zapisane.
3. W przypadku stwierdzenia wad należy zapisać zdjęcia, a w Formularzu protokołu badania rentgenowskiego wpisać model BOM, numer seryjny kodu kreskowego oraz wyniki badań badanego produktu. Dodaj zdjęcia lutowania podkładek uziemiających QFP i QFN i zaoszczędź 100% zdjęć.
4. Jeżeli podczas testów wykryją jakieś wady, należy je natychmiast zgłosić przełożonemu i inżynierowi procesu w celu potwierdzenia.
Ekspert w zakresie inteligentnej kontroli rentgenowskiej w przemyśle
System sprzętu RTG składa się głównie z siedmiu części: źródła promieniowania rentgenowskiego z mikroogniskiem, jednostki obrazującej, komputerowego systemu przetwarzania obrazu, układu mechanicznego, elektrycznego układu sterowania, systemu ochrony bezpieczeństwa i systemu ostrzegania. Integruje badania nieniszczące, technologię oprogramowania komputerowego, technologię pozyskiwania i przetwarzania obrazu oraz technologię transmisji mechanicznej, obejmując cztery główne dziedziny techniczne: optyczne, mechaniczne, elektryczne i cyfrowe przetwarzanie obrazu. Poprzez różnicę absorpcji promieni rentgenowskich przez różne materiały obrazowana jest wewnętrzna struktura obiektu i przeprowadzana jest detekcja wewnętrznych defektów. Obraz wykrycia produktu można obserwować w czasie rzeczywistym, aby określić, czy wewnątrz produktu znajdują się defekty, rodzaje defektów i poziomy zgodne ze standardami branżowymi. Jednocześnie komputerowy system przetwarzania obrazu służy do przechowywania i przetwarzania obrazów w celu poprawy przejrzystości obrazu i zapewnienia trafności oceny. Może automatycznie mierzyć bąbelki na opakowanych komponentach elektronicznych, takich jak BGA i QFN, a także obsługuje pomiary geometryczne, takie jak odległość, kąt, średnica i wielokąt. Może z łatwością osiągnąć wielopunktowe wykrywanie pozycjonowania, dzięki czemu produkty opuszczają fabrykę bez wad.